
レデューサーとは、径の異なる2つのパイプを接続するために使用される化学配管継手の1つです。に分けることもできます同心減速機そして偏心減速機.
減速機の材質: ステンレス鋼減速機、合金鋼減速機、炭素鋼減速機など。




製造方法
の丸み減速機対応する端の外径の 1% を超えてはならず、許容誤差は ± 3mm でなければなりません。減速機の材質は、SY/T5037、GB/T9711、GB/T8163、米国規格 ASTM A106/A53 GRB、API 5L、APT5CT、ASTM A105、ASTM A234、ASTM A106、DIN ドイツ規格および顧客要件に準拠する必要があります。
レデューサーは、パイプレデューサーで使用されるパイプ継手の一種です。一般的に使用される成形プロセスは、縮小、拡張、または縮小と拡張であり、スタンピングは特定の仕様のパイプを縮小するために使用することもできます。
1. 縮小成形・拡大成形
縮径管の縮径成形工程は、縮径管の大端部と同径の管素材を成形型に入れ、金属を金型キャビティに沿って移動させ、軸方向に沿ってプレスすることで金属を収縮させて成形します。チューブブランク。減速機のサイズに応じて、1回プレス成形または複数回プレス成形に分けることができます。
拡管成形とは、減速機の大端径よりも小さな径の管素材を使用し、内型を用いて管素材の内径に沿って拡管する成形です。エキスパンド加工は主に、径変化の大きい減速機を加工すると成形しにくいという問題を解決するために使用されます。材料および製品成形の要件に応じて、拡張方法と縮小方法が組み合わせられる場合があります。
変形を縮小または拡大してプレスするプロセスでは、さまざまな材料と縮小条件に応じて、コールドプレスまたはホットプレスを採用する必要があります。基本的には可能な限り冷間プレス加工を採用しますが、多重絞りによる加工硬化が激しい場合や肉厚が厚すぎる場合や合金鋼材の場合にはホットプレス加工を採用します。
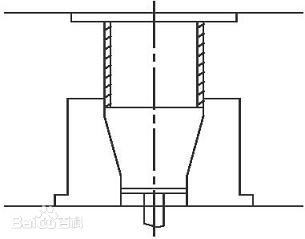
(還元成形の模式図)
2. スタンピング
減速機は鋼管を原料として製造するほか、鋼板を用いて仕様によってはプレス加工により減速機を製造することもできます。絞り加工に使用する金型の形状は、減速機の内面の大きさに合わせて設計され、打ち抜き後の鋼板をその金型でプレスして絞り加工します。
応用
1. 配管内の流体の流れが増減するなど変化があり、流量変化が少ない場合には、減速機を使用してください。
2. ポンプ入口部のキャビテーションを防止するために減速機が必要です。
3. 流量計や調整弁などの機器との接続部には、機器の接続部に合わせた減圧管も必要です。
分類
素材ごとに分けると:
炭素鋼:ASTM/ASME A234 WPB、WPC
ステンレス鋼: ASTM/ASME A403 WP 304-304L-304H-304LN-304N
ASTM/ASME A403 WP 316-316L-316H-316LN-316N-316Ti
ASTM/ASME A403 WP 321-321H ASTM/ASME A403 WP 347-347H
製造方法別に分けると、
押し出し、プレス、鍛造、鋳造などに分けられます。
製造規格ごとに分けると以下のようになります。
国家規格、電気規格、船舶規格、化学規格、水規格、アメリカ規格、ドイツ規格、日本規格、ロシア規格などに分けることができます。
投稿時刻: 2023 年 1 月 3 日



